|
I grew up working on the Huso farm south of Aneta. We raised several different crops, but I remember wheat. I planted it, I sprayed it, I swathed it, I combined it. I knew it. And after several years away from the farm, I still knew wheat when I returned. At least I thought I did. In February of 2009 I was elected as the Steele County representative to the North Dakota Wheat Commission. The purpose of the NDWC is to "sustain and expand use of wheat grown by North Dakota farmers by creating worldwide market opportunities through efforts including opening overseas markets, reinforcing consumption of grain foods, developing new wheat varieties and influencing international import and export policies." Each county in the state has a representative. There are six districts in North Dakota from which the county reps elect a Commissioner. In addition to the six elected commissioners, there is a seventh commissioner who is appointed by the governor. The board of commissioners develop policy and programs, oversee their implementation and approve budget expenditures. In March of 2021, I was elected by the county reps for District 5 to be the Commissioner. I was very proud and still am. In addition to my knowledge of wheat from when I was a "young farmer", I wrote a thesis in the Ag Economics graduate program at NDSU that focused on the economic impact from a potential release of genetically modified wheat. For my thesis I researched many companies that were involved with the wheat industry. I felt that I had the inside scoop. In addition to that, I have raised both Hard Red Spring and Hard Red Winter wheats on our farm. Who could have more knowledge than me???  Enter the International Grains Program (IGP) at Kansas State University. Another NDWC Commissioner and I had the opportunity to attend a Flour Milling Short Course in Manhattan, KS. The purpose of this course is to help participants understand the basic principles of flour milling and the relationship between wheat quality and performance. Our schedule for the Tuesday through Thursday was classroom time in the mornings and laboratory time in the afternoon. I was looking forward to learning some more about wheat, so I was ready for this course. At least I thought I was.  The course started Tuesday morning at 8 a.m. There were 12 attendees from wheat commissions across the central and western US. The leader of the course was Shawn Thiele, a graduate of Kansas State in Milling Science and Management. In addition to working in the milling industry for 11 years, Shawn has been the associate director of IGP and the curriculum manager for flour milling and grain processing. After introductions, we dove into the course material. Almost instantly, I realized that this was going to be more intense than I had anticipated.  The presentation started off with an overview of global wheat economics. Then we jumped right into why we were there: to learn about flour milling. Mr. Thiele gave us education on cleaning wheat prior to milling. The main reason for cleaning is safety for employees, food safety, and the processing equipment. Also, dust and chaff control along with overall quality are key factors of why cleaning is so important. The types of cleaners used to separate unwanted material are numerous - and I mean numerous. But Shawn made it clear that clean wheat coming into the mill means higher quality flour leaving the mill. We then learned about conditioning, tempering, and the systems used to optimize those critical components to help maximize high quality flour production. 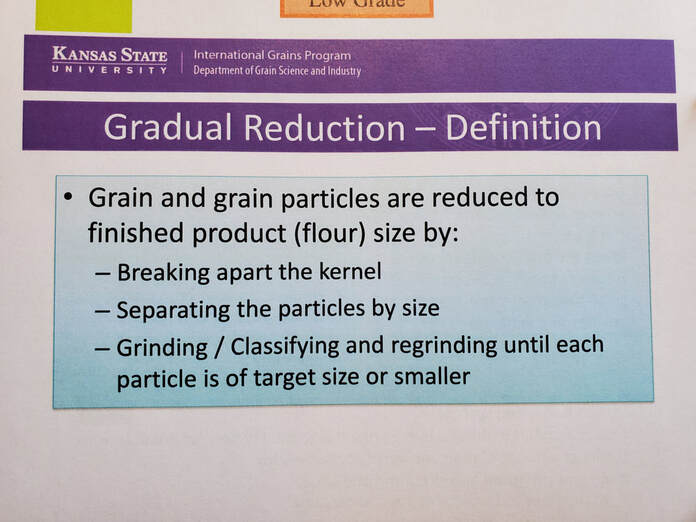 Then we moved on to the basics of milling. Before attending this course, I would've told you that milling is grinding the wheat, sifting it to obtain flour, then bagging the flour and selling it. Easy, right? In theory it is easy, but in functionality it is much more intricate. We were shown a milling flow diagram of what we were going to be doing in the afternoon - actually milling some tempered wheat. 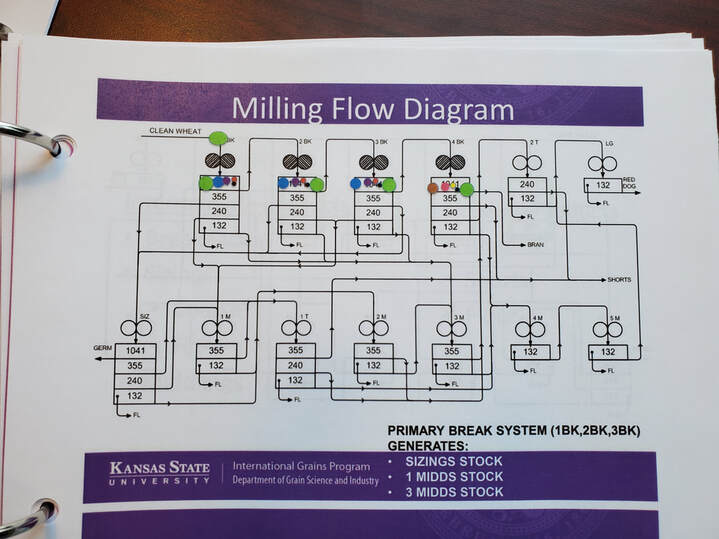 We continued to learn about milling systems and terminology. Little did we know that we were preparing ourselves to become the people who ultimately purchase the wheat grain we produce: millers. After lunch we went to Schellenberger Hall to practice what we had just learned that morning. On a small scale we learned more of the practical side of the milling process.  My fellow commissioner from ND, Jim Bahm, and I worked together to mill Hard Red Spring Wheat into flour. And it wasn't the process I initially had in my head of "grind, sift, bag, sell." We went through several iterations with the roller machines to grind the kernel and we had several different sizes of screens to use to sift the products that come from the milling machines.  There were six two person teams that each had a different variety of wheat. In mills, millers try to extract as much flour as possible and still meet customer specifications. Sometimes that might be low to mid 70’s and sometimes that could be in the low 80’s as well. Generally speaking though, when making a refined white flour, the extraction rate is typically in the mid to upper 70’s. The average extraction rate for U.S. mills in 2020 was 77.3%. The below picture shows the six different classes of wheat after the milling process was completed. For your information, our milling process follows the milling flow diagram that I posted just a few pictures earlier.  Without trying to brag, Jim and I finished the milling process with the highest extraction rate in the group: 69%!!! 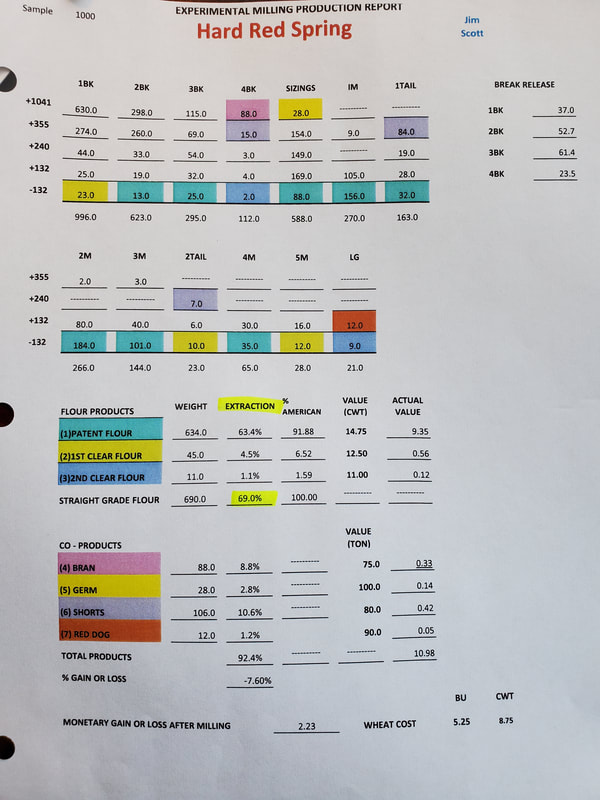 We had free tickets to a Kansas State men's basketball game on Tuesday night, but dare I say that my energy level was near depleted after the milling process. No game, but supper and sleep suited me just fine. Wednesday morning we all arrived back at the IGP Institute and started learning about more details in the milling process. Specifically, Shawn Thiele was covering the importance of quality of flour. It was very interesting to learn the demands of bakers for the detailed specifications they require in the flour they've contracted. We had learned a great deal about milling on Tuesday, but today's lessons were more on a practical approach in regards to the size of an actually milling facility. We learned about roll grinding and roller systems, the use of airflow and screens for purification, using sieving motion and sifters to separate different products within the overall milling system. Finally, that morning we learned about calculating extraction rates and using the dry matter ratio to adjust attributes to a specific moisture basis. I hate to say this, but some of the math went in one ear and out the other. But the coffee was delicious! That afternoon, our class went to the Hal Ross Flour Mill to watch full-scale milling in process. What a learning experience!  After arriving at the mill, we were given a quick overview of the mill. It is a state-of-the-art pilot scale mill that uses the same full-scale equipment and control systems as a commercial mill. The Hal Ross Flour Mill is used for teaching, research, and industry training. The mill includes grain receiving, different cleaning systems, conditioning and tempering systems. The milling system which included grinding rolls, purifiers, and sifters, all controlled in a high-tech control room. Here are a few pictures from the mill: Two days complete and one more to go. I'm starting to think I don't know as much as I thought I did. On Thursday, the session was more focused on flour and baking. Mr. Thiele gave a great presentation on the impact of wheat grade and quality on milling performance. Following that, Fran Churchill gave a presentation on wheat and flour blending. As farmers, we know that elevators consistently blend wheat to meet the contract specifications of who they are delivering to. Likewise, millers consistently blend wheat AND/OR flour to meet the contract specifications required by the purchaser. And to wrap up the morning discussion, Dr. Debi Rogers discussed flour functionality and flour and dough testing. Dr. Rogers is an adjunct assistant professor at KSU and knows the composition of wheat flour like the back of her hand.  Dr. Rogers then discussed the differences in flour from the different varieties of wheat. That is where idea of blending flours came back into my head. In order to meet exactly what the purchaser is looking for, flour blending seems like an ideal solution. All of this discussion about flour made us hungry. Thankfully, our lab for the afternoon was at the baking lab to bring the whole course to its final stop: food! Again, we were in teams of two for this lab. Thankfully, my teammate was Tyllor who works for US Wheat Associates out of Portland, OR. We received training from Aaron Clanton, Bakers National Education Foundation (BNEF) Instructor. He did a great job talking about the importance of the flour characteristics to make different products. For this practical portion of the day, we needed to make a loaf of bread, cookies, and a cake. All of the dry ingredients were pre-mixed for us, but we had specific instructions for the rest of the process to arrive at the final products. The trick to this is that we used different types of flour to make the baked items.  After we all finished our three delicacies, the breads, the cookies, and the cakes were each evaluated in their own category to display the differences in quality which was a direct result of the type of flour that was used to make them. Very interesting to see the differences by wheat class. And as a reminder, what wheat classes do we raise in the United States? 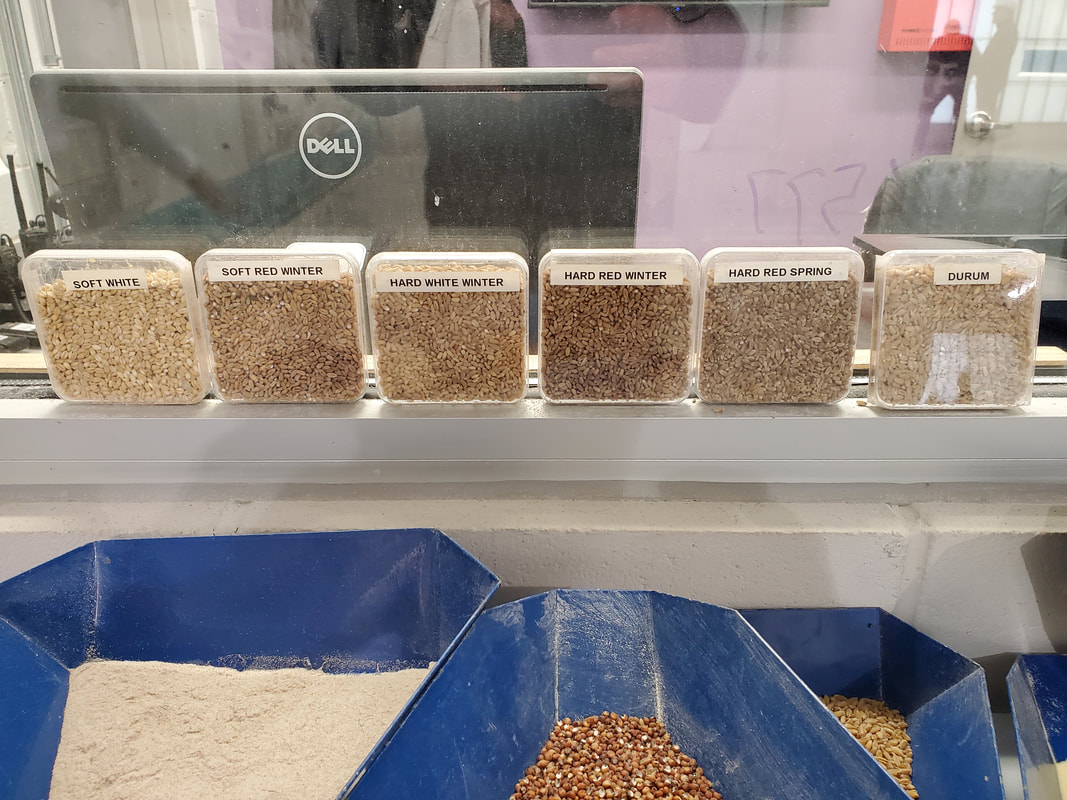 And in the break room at the IGP Institute, I saw empty flour bags hanging on the wall. Interesting enough, I noticed a very special one to me; one that we haul our own hard red spring wheat to: The North Dakota Mill.  I'll zoom in.....  After our baking was finished, Shawn and several of the IGP and Kansas Wheat Commission board members treated us course takers to a fantastic steak supper. I must say that I was humbled by this experience. In one sense, this course taught me that I do know quite a bit about wheat production. However, I was made aware that the process of milling our wheat is much more intricate and detailed than I imagined. End users have high demands for the flour that they use. Do you know where your wheat goes? Do you know where it is being milled? Do you know what products are being made with your wheat? It would be interesting to learn these answers. I am very thankful to Shawn Thiele for his involvement in this course. His knowledge and experience with wheat milling helped connect us a step closer to our wheat users. Also for the other members of IGP who showed us the wonderful tools and information that are used to help educate wheat commissioners, government leaders, and international wheat and flour purchasers. 
7 Comments
We talk safety every day on our farm. Sometimes it can get repetitive, but it's those times that help us think twice before we take on a task that we've probably done many times before. Take treating wheat seed. First of all, when I say "treating wheat seed" what I mean is that I'm adding a fungicide and insecticide treatment to our wheat seed before we put it in the ground. The product that I am using this year is called Raxil Pro Shield. The fungicide component of this treatment helps protect against smut, common root rot, seedborne fusarium scab, among several others. The insecticide component helps protect against aphids and wireworms. I believe it is important to protect the seeds while they are in the cool soil working to germinate and emerge. I'm going to walk you through the process of how I apply this treatment to the wheat seed.  We have two certified seed wheat varieties in storage on our farm. The variety that we will be using first is called Murdock. It is a variety that was developed by AgriPro. I like to treat the seed the day before we will be putting it into the drill to help prevent any bridging or stickiness of the seed in the air drill tank. The setup of our system is actually fairly straightforward. We begin with the clean wheat coming out of a hopper bin.  That clean Murdock wheat seed is being dropped into a hopper that has a small grain auger in the bottom of it. If you look closely, you can seed a black plastic piece over the bottom of the auger which is helping regulate the flow of the wheat into the auger. As the wheat is moving up the auger it is mixed with the Raxil Pro seed treatment.  You can see in the above picture an air compressor in the bottom left corner. That is used to put air pressure into the keg of seed treatment. With the valve on top opened, the seed treatment flows out of the keg through clear plastic hoses. In the middle of the hose is a regulator which I can use to increase or decrease the rate of seed treatment being applied to the seed. And then you can see where the hose is split into a "Y" and enters the auger in two separate places. I have a closer image below.  As the wheat moves up the auger after the seed treatment has been applied it is rotating around and around inside the auger tube helping to provide good coverage on all the seeds. If you remember seeing the clean wheat seed in an earlier picture, here is a picture of the seed coming out of the auger into our trailer.  But to give you a better idea of what the seed looks like more closely, here is another photo.  You'll notice now that the wheat seed has a red tint to it from the seed treatment. We now refer to the seed as treated and have to observe safety precautions when using it. While treating the seed, I use Personal Protective Equipment or PPE to ensure that I do not get seed treatment on my skin, eyes, or through my nose. For most pesticides, PPE means wearing goggles, a long sleeve shirt, long pants, boots with rubbers, and chemical-resistant gloves. My next picture is a selfie of me with all of those things on.  So that's "treating wheat seed" in a nutshell. We do it because we want the seeds and seedlings to be healthy before they come out of the ground. Having a healthy seedling is a great start to keeping a healthy plant. And a healthy wheat plant will result in a high quality and high yielding crop. Treating the seeds is just the beginning. I'll keep you updated on our wheat crop throughout this summer. Have a great rest of the week!
Farming is a dangerous occupation - safety is critical. Recently, Elizabeth and I were asked to participate in a Zoom conference regarding farm safety with NDSU and U of Minnesota Extension agents. We were on the conference call with our employee, Chase, our Workforce Safety and Insurance representative, David, our Steele County Extension Agent, Angie, and University of Minnesota Extension Agent, Mike. We had a great discussion about safety. If you're curious, please watch this YouTube video. The winter time is great for working on the equipment that we will be relying on during the upcoming growing season. Don't get me wrong, winter is also fun for ice fishing, snowmobiling, skiing, etc. But today, Elizabeth was focused on EMT training in front of the computer, so I did a little bit of handy-work on the cart. I took pictures as I went through the process so I'll post those as I explain what I did. My main problem with the cart is that the fertilizer delivery pipes are getting worn out. I removed the pipe manifold and will begin replacing the pipes tomorrow. So, here we go! Here is the cart:  The cart hooks up behind the tractor and the strip till tool hooks up to the back of the cart. There are two bins inside the cart. That is where we put the dry fertilizer. I crawled to the top and took a picture up there:  Here's a closer look inside the cart:  It is hard to see in the above picture, but at the bottom of each hopper is a metering roller which spins and regulates how much product is being put down. Here's a look at the bottom of the tank to see where the fertilizer comes out :  The metering roller is right above the slots in the above picture. Normally we wouldn't be able to see this because the air manifold would be right below the tank. I'll show a picture of that shortly. As the fertilizer drops out of the tank, how does it get through the hoses and into the ground? If you said "air", you are correct! There is a fan that runs on the front of the tank:  That fan is hydraulically driven. It provides constant airflow to push the fertilizer to the strip till tool to get it in the ground. And with our machine, the meters turn at variable speeds because we use fertilizer prescriptions for our fields. The prescriptions are loaded into the monitor which is located in the tractor, but the information is transmitted to control modules which are connected to each meter roller.  You can see in the above picture the control modules, the electric motors that control the meter speed, and all the wires! The technology we use has really increased within the past 10 years. Everything you've seen so far works very well but the air manifold, which I haven't shown you yet, is the problem that I'm working to fix. Here it is on a table: 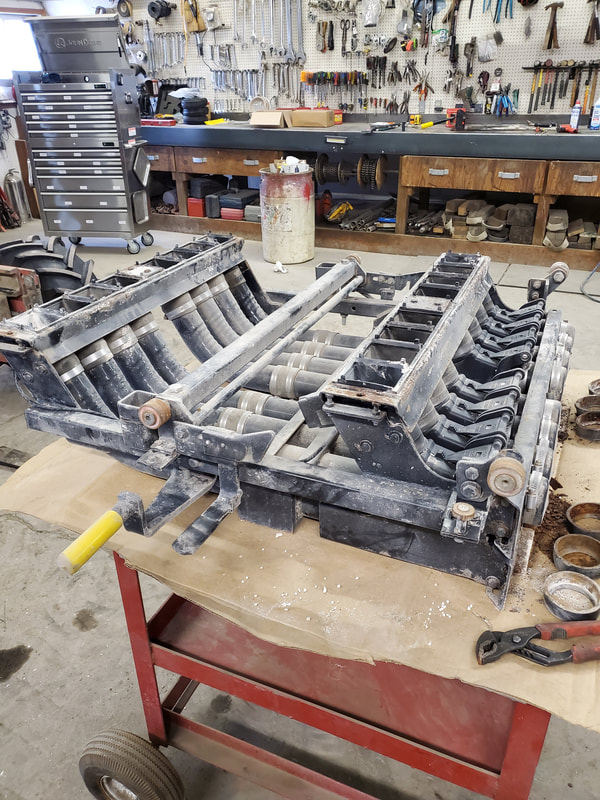 Certain types of fertilizer can be quite corrosive. That is what happened here. The manifold pipes are starting to rust which will cause us to lose fertilizer and reduce air pressure from the fan. I may be able to find a muffler shop that can bend pipe for me, or I might have to buy the parts from our local Case IH dealer. Either way, this cart should be running in tip top shape this coming spring. Oh, and one more thing....thanks for reading this update. We're keeping an eye on you too!  At the end of every growing season I like to take some time to review the practices we used during the year to raise the crop. My goal is to determine if we should've done something different, whether it be crop rotation, method of fertilizer application, pesticide application, use (or not use) of tillage, etc, etc, etc. We have been trying to use no-till practices on our farm for the past 10-plus years. However, each one of our fields has had a tillage tool on it, called a Salford. It does very shallow tillage, 1 to 2 inches deep, which helps to incorporate dry fertilizer and helps to dry out the soil surface so that we can seed on a timely basis. But before we can seed, we need to make sure that we're keeping our soil healthy. Below are two videos that I took in April 2020 showing soil compaction and soil texture: That cover crop of winter rye was allowed to grow and we seeded soybeans directly into the standing rye crop. After we seeded the soybeans, we sprayed a pre-emerge herbicide that killed the rye and other weeds to help establish good growth environment for the soybeans. Here is a video of the drill getting ready to seed the soybeans: With humility, I must say that our crew does a fantastic job of caring for all of our crops throughout the growing season. So we apply pesticides that keep the crops healthy and then we harvest the crops as soon as we can. I'm very proud of our guys.  The days after harvest is when we begin prepping for the next year's crop. We were fortunate to use our strip till machine this fall in preparation for 2021 pinto beans and corn. The strip till machine applies fertilizer in rows that are 30" apart. That is the only tillage pass done on these fields. Next spring we will pull the planter directly into these fields and seed the pinto beans and corn. Here's a video of the strip tiller in action: Sometimes we need to reflect on what we've done, visit with experts regarding farming practices, and continually try to improve. We're not trying to improve our farm for us, but for the next generations to come.  Have a Merry Christmas and a wonderful New Year!
 As I sit here in the office looking out at the rain falling down, I'm reminded of the text message I sent to my brother this morning. It simply stated, "Finished wheat yesterday. Thankful." And thankful we are. We struggled to get everything planted this spring due to the moisture that remained from the winter and continued through the spring. But our top-notch crew was ready for the task.  At the beginning of every harvest season, we hold our pre-harvest safety meeting. We also talk about operating procedures for each action during harvest: combining, driving truck, dumping trucks into augers, and on and on. We tried to start combining on August 18th but the wheat was too wet. Then we tried again on August 19th. Too wet. So then we started on August 20th and dumped our first load into the dryer.  I'm not going to lie, it is very fun to combine wheat. I had a mentor once tell me that we weren't "harvesting" we were "capturing". I agree with that statement. With all the care that we provide the crop during the growing season, we are excited to go "capture" the crop when it is ready.  But sometimes during harvest we have breakdowns. And with the newer equipment comes more "technical" fixes than we used to have. 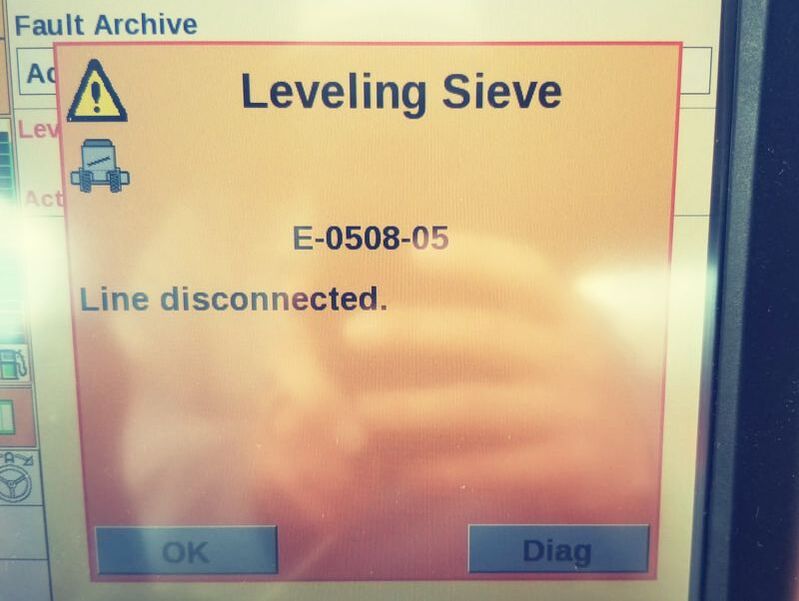 Thankfully, the fixes weren't that major for us this year. But with the continued high moisture of the wheat, along with potential quality issues of this years crop, we decided to get aggressive in "capturing the crop." We decided to use our dryer in Kloten which we usually use only for corn. Our two dryers in combination with the dedication of our employees helped us finish our wheat before this weeks rainy spell. We are so thankful for good weather, great people, and God's help to be done with harvest.  I took this picture as I was drying wheat in Kloten one night. The star just brings it all home. I'm grateful for my family's involvement in harvest. I think Herlof already realizes that we're still doing what they used to do a hundred years ago....threshing the kernels from the plant. In fact, I know he gets it....  In our pre-harvest safety meeting, I asked the question: "When is corn harvest over?" The answer is when the last kernel of corn comes out of the dryer. Well, we're not combining corn yet, but the last kernel of wheat came out of the dryer on Wednesday, September 5th....so we're done with wheat harvest! But prior to harvest we had to make sure everything was ready, just like Herlof.  In the above picture, you'll see that Herlof wrote "NDSU" on one combine and "FARM" on the other combine. You'll also see that Herlof wrote "L" on top of the John Deere tractor for Landis, "J" on one truck for Big John, and "E" on the other truck for Eddie. Sometimes I think Herlof is more prepared than we are! We were getting our equipment ready and were excited to begin harvest on what looked like a decent spring wheat crop. But on Saturday, August 4th, we had a hail storm travel over several quarters of land that we farm. We had several fields of wheat that had significant hail damage, which was very disappointing. Fortunately, we covered most of our fields with hail insurance this year, which offset some of the loss from the hail but will not cover the total loss from the storm.  In the above picture, you can see many stems on the right side bent over because they were hit by hail. You can also see wheat heads laying on the ground, and seeds that have been knocked off heads laying on the ground. The storm didn't slow down maturity of the crop, so harvest was still ahead and we were ready to roll.  We didn't paint "FARM" or "NDSU" on the combines, but they were well-serviced and calibrated by our operators. While we combine the wheat, not only are we capturing the grain - which is the main reason we farm - but we also are preparing our ground for next year. We pay very close attention to how high we cut the wheat plants, how well we chop the straw, and make sure that we are spreading the residue as evenly as possible. The reason for this is that we will be planting either pinto beans or soybeans directly into this residue next spring.  We started combining on August 9th. The grain was dry and the weather was mostly hot. We were making very good progress through the wheat crop. Yields on the fields that didn't get hail were close to what we were expecting. Fields that had hail definitely showed a yield loss. We made good progress through our early, dry wheat. But then we hit some wetter wheat. That's when I started the grain dryer. We prefer to not dry our crops, but we want to harvest our crops when they are in good condition rather than wait too long and grain loses quality and color in the field.  As we saw the end of combining getting close, we all get a little more excited. We are so thankful to have such a great group of guys on the farm who are so skilled at what they do. I'm proud of the work we do on our farm, and we wouldn't get it done without them.  Every day during combining we stop for about 20 minutes or so to have supper. It's good to have a physical and mental break to help us keep going in the evening. And it's very good for us to visit with each other to make sure we're all doing our best.  And some of the best conversations during harvest are between experienced farmers and beginners. And I think we can all classify ourselves as beginners in many aspects of everything related to harvest. The dryer is empty and wheat harvest is done.  Thank you so much for your continued support! We are blessed!
We start every day with a morning meeting at 7:00 a.m. This meeting allows us all to exchange ideas and to set the plan for the day. Today I started the meeting with the question "When is harvest done?" One response was, "as soon as the crop is off the field." While that is very close, the correct answer came shortly after: "When the last kernel of corn is out of the grain dryer." Spring wheat harvest will begin next week for us and will go until late October when corn harvest is complete. Harvest is one of the most important times of the year for us. It also can be risky. That's why every year we have a "Harvest Safety" meeting before the combines start rolling in the fields. This morning, Elizabeth shared information on safety hazards relating to trucks, grain dust, sitting in combine cabs, healthy eating, and getting enough rest to help ensure a safe harvest season. It was great to have involvement from everybody. We've all done this before, but it was months ago - so a brief refresher is a good thing. On our farm, the key is to "Start Slow."  We had a good one hour discussion about best operating procedures for all of our equipment during harvest, emphasizing that our most important tool during harvest is communication. We were very thankful to also have Kyle from Uglem-Ness, our Case IH dealer, on hand to discuss electronic items on the combines. You would all be amazed at how much of harvest operation relies on electronic controls.  And if you look at the above picture closely, you can see who's most interested in what Kyle is trying to show us. I'll give you a better view:  We are very thankful for the help we get from Kyle, and from all the other mechanics at our dealerships that help us keep our machines running, especially when things unexpectedly break down. Farmers work long hours and so do these people. And so as we get ready to harvest the crops that we planted, cared for, and prayed for, we wish all other farmers a safe and successful time of year. And if anybody is in the Aneta area and wants a combine ride, just shoot me an email or give me a call. Everybody should take time to see how it all happens. I can assure you that this group is ready to go....until the last kernel of corn is out of the dryer.  I haven't posted on this blog since January. I apologize for my delay, but I'm back. As many of you know, I was diagnosed with a cancerous brain tumor in mid-February. To spare my "45 minute story" as Elizabeth calls it, I had successful surgery, six weeks of successful radiation, and am currently in the process of chemotherapy. I feel great, my family is doing great, and we feel extremely blessed. We are thankful for all of the prayers and concerns that we've received from our family and friends. We praise the Lord for his graciousness.  We've had great support on our farm and from neighbors also. Tim, Rodney, Elizabeth, my brother Mark, and everyone else on the farm did an amazing job of running the farm when I wasn't around. Even when I got back to the farm, Tim and Rodney were doing a fantastic job of making sure everything got done....something they've done many times! Everyone else stepped up their game also. We are blessed to have such a wonderful group of employees. They all even sang "Happy Birthday" to Herlof on his 5th birthday...what a lucky kid!  Our crops look good. Wheat harvest will begin in a few weeks, followed by pinto beans and soybeans, and then we'll finish with the corn. We did a great job of getting the crops planted timely and we've had warmer than normal temperatures, so our corn is ahead of normal schedule. Looking out the office window this morning, I'm looking at tasseling corn. So hopefully our harvest won't end in the middle of a cold November, but in a mild October!  And with all the thankfulness that we have in our lives for my health prognosis, our special farm, and our family we had another scare last week. Elizabeth and Herlof were on their way to Grand Forks for Herlof's guitar lesson when they were T-boned by a pickup while driving on the highway. Amazingly, Elizabeth and Herlof were uninjured. And thankfully the other driver was safe as well. Elizabeth, as always, did a wonderful job of caring for Herlof immediately after the accident. We are thankful for their safety and also for the Toyota 4Runner they were driving - what a safe vehicle!!  So after their accident, we've had even more thoughts and prayers sent our way. We are very thankful for that. We've even had people comment on the struggles that our family has been through these past few months. Elizabeth and I agree that we shouldn't feel sorry ourselves, but we must be grateful. I am in great shape, and Elizabeth and Herlof walked away from that accident with no injuries at all. Was that not God? As the title of this article states, "If God is for us, who can be against us?" That is the second half of the verse Romans 8:31. The 8th chapter of Romans provides great promises for us. Have a look at some point.
Our family is blessed. We continue to look to Jesus in everything we do. Thank you for your love, prayers, thoughts, and support. I'll be posting to the website on a more regular basis moving forward. Thanks again to all of you. As my wife says, we're moving "onward and upward!" God bless. |
AuthorThese updates are written by Scott. Archives
February 2022
Categories |
||
 RSS Feed
RSS Feed